

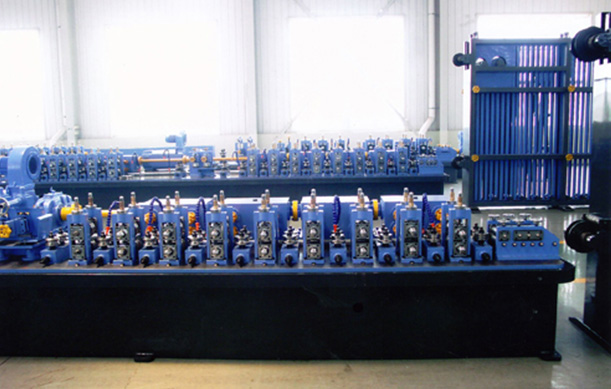
高頻焊管機(jī)組是采用了感應(yīng)加熱技術(shù)進(jìn)行工作的,,感應(yīng)線圈也是設(shè)備不能少的一部分,,焊接工件是需要放到感應(yīng)線圈內(nèi)去進(jìn)行加熱焊接的,可見感應(yīng)線圈對(duì)于焊接的重要性,,我們今天要講述的就是高頻焊機(jī)感應(yīng)線圈方面的制作,。
高頻焊管機(jī)組對(duì)于工件去進(jìn)行加熱焊接的效果不僅只是取決于感應(yīng)的電流,感應(yīng)線圈的形狀,、圈數(shù),,引出銅管長(zhǎng)度也是會(huì)直接影響到焊接的效果,所以在設(shè)計(jì)感應(yīng)線圈是比較重要的,。感應(yīng)圈的形狀,,應(yīng)該去根據(jù)工件加熱部分形狀制定,制作的原則是:應(yīng)該讓感應(yīng)部位的銅管和工件的加熱面平行或者等距,,并且相鄰匝間的電流流向應(yīng)一致,。
組")
感應(yīng)圈的圈數(shù)一般是兩圈以上,十圈以下,,直徑越大的圈數(shù)應(yīng)該越小(特殊機(jī)器除外)。感應(yīng)圈以及工件的調(diào)整間隙需要控制在1-10mm是比較好的,,特殊的機(jī)型除之外,。在不影響到操作的情況下,間隙越小也就會(huì)越好,,太小了可能也就會(huì)開始啟動(dòng)到微紅時(shí)候即停了,,甚至在一開始就不會(huì)啟動(dòng),大了加熱的效果也就不好,,太大了也都是會(huì)出現(xiàn)不啟動(dòng)的情況,。
除了感應(yīng)線圈的形狀和圈數(shù)外,感應(yīng)圈所引出的長(zhǎng)度在不影響到操作的情況之下是越短越好,,越粗越好,,一般是不可以超過400mm。這些數(shù)據(jù)都是具有科學(xué)依據(jù)的,,是多次進(jìn)行實(shí)驗(yàn)后的結(jié)果,,當(dāng)然這些數(shù)據(jù)也是有前提條件的,我們應(yīng)該靈活的去進(jìn)行應(yīng)用,。



Copyright ? 石家莊翔昱機(jī)械有限公司 版權(quán)所有
專業(yè)從事焊管生產(chǎn)線技術(shù)研發(fā),、焊管成套設(shè)備、焊管軋輥模具加工制造和銷售

掃一掃,,關(guān)注我們






