

通長搭焊主要指的是管坯的兩個邊部疊落到一起之后所形成的錯位粘接,在長度方面,,搭焊也是有長短之分的,,一般是在數(shù)米上,甚至會更長,。焊管生產線在錯位的問題上也會有零點幾毫米的輕微錯位,,又等于是壁厚完全的錯位,,造成通長搭焊主要也就會有以下幾方面的因素:

(1)焊管生產線擠壓輥軸向的串動主要是由于擠壓輥以及擠壓輥軸方面的定位不穩(wěn)定,以及在組裝的過程,。其它的零部位配合不緊密然后在形成的曠量等多方面的因素,,都會讓擠壓輥出現(xiàn)軸向竄動與徑向的擺動,這個時候擠壓輥的孔型也就會不吻合然后造成搭焊的情況,。
(2)軸承損壞軸承損壞之后,,也就會破壞到擠壓輥的正常位置,以兩輥式擠壓輥的裝置為例,,一般是會在擠壓輥內裝有上下兩套軸承,,在這其中一套損壞之后,擠壓輥失去了控制,,焊縫也就會高出而造成搭焊的情況,。在生產運動過程中,我們能夠觀察擠壓輥的擺動,,上端軸承損壞的時候,,輥子的擺動幅度會大一些,下端的軸承損壞的時候,,輥子的擺動幅度也就會小一些,,這軸承損壞的程度也是有著一定的關系,導向輥的軸承損壞之后,,不但不可以更好的去控制管坯方面的焊縫方向,。
(3)擠壓輥軸彎曲 仍是以兩輥式擠壓輥裝置為例。擠壓輥的軸彎曲主要是有兩種原因:一是長期上頂絲的壓力不足外彎曲,,二是上頂絲的壓力過大的時候內彎曲,。



Copyright ? 石家莊翔昱機械有限公司 版權所有
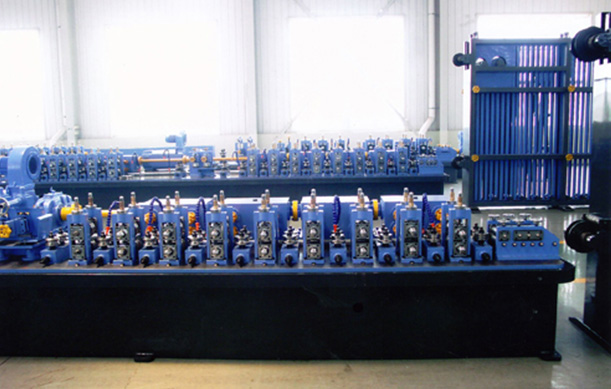
專業(yè)從事焊管生產線技術研發(fā)、焊管成套設備,、焊管軋輥模具加工制造和銷售

掃一掃,,關注我們






