

冷彎型鋼設(shè)備在上料的時候需要有專業(yè)人員合作叉車司機(jī)去進(jìn)行,讓鋼卷資料和脹縮卷筒軸的中間更好的保持一致性,,然后叉車司機(jī)就會漸漸的去把鋼卷資料放到小車上,。操作者需要去操作上升或者是降低,去把鋼卷資料調(diào)整在脹縮卷筒軸的中間,,這個時候的調(diào)理開卷機(jī)頂端活動軸承座,,讓開卷機(jī)保持到同一個水平線上。
備")
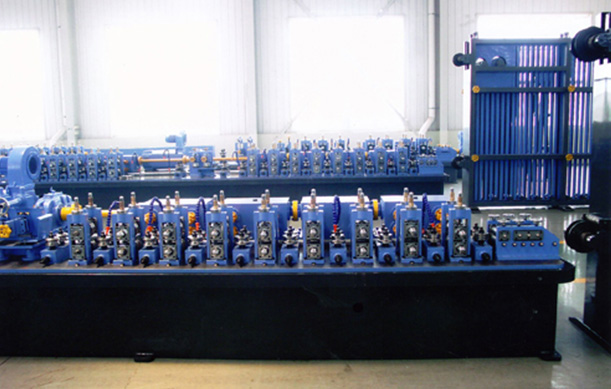
然后在去進(jìn)行調(diào)整冷彎型鋼設(shè)備得脹緊螺母讓四塊弓型板和脹緊鋼卷資料,,防止在工作得過程中鋼卷資料變形或者是損傷,。只有做到這樣才可以達(dá)到萬無一失的標(biāo)準(zhǔn),而且也可以按時的去完成任務(wù),。冷彎型鋼設(shè)備的冷彎成型工藝其實(shí)原則是:板帶沿縱向到一條直線上進(jìn)行彎曲,。
然而,在進(jìn)行彎曲變形的過程之中所產(chǎn)生的壓力和板帶之中所存在的殘余應(yīng)力進(jìn)行相結(jié)合,,經(jīng)常會板帶偏離冷彎型鋼設(shè)備,。為了去更好的解決這方面的問題,需要在冷彎型鋼設(shè)備末端的使用矯直機(jī)構(gòu),。矯直機(jī)構(gòu)方面的基本原則,,對于具有側(cè)彎以及翹曲等多種缺陷的型材,通過矯治得機(jī)構(gòu)沿著相反的方向十佳足夠的壓力,,讓它產(chǎn)生出不可逆的變形,。
如果沿著相反得方向變形量比較合適的話,那么在回彈了之后,,型材可以被完全的矯直,。如果成型得型材在某些方向出現(xiàn)了扭曲變形,那么矯直機(jī)構(gòu)的次序沿著相反的方向去旋轉(zhuǎn)型材,,從而就會產(chǎn)生固定的塑性變形,。如果是旋轉(zhuǎn)角度合適,回彈之后,,型材就不再扭轉(zhuǎn),。



Copyright ? 石家莊翔昱機(jī)械有限公司 版權(quán)所有
專業(yè)從事焊管生產(chǎn)線技術(shù)研發(fā)、焊管成套設(shè)備,、焊管軋輥模具加工制造和銷售

掃一掃,,關(guān)注我們






