

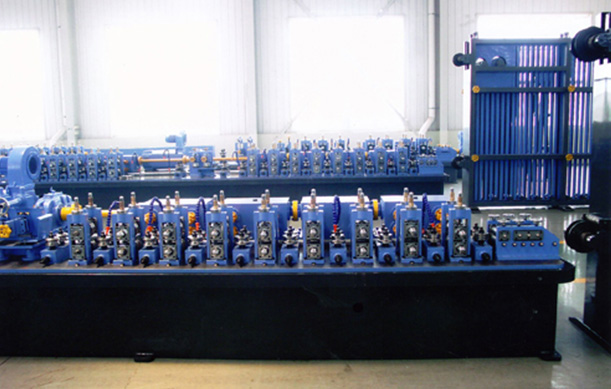
焊管機(jī)組是焊管生產(chǎn)線的主導(dǎo)設(shè)備,,裝置的正常運(yùn)行對(duì)提高生產(chǎn)效率,、提高經(jīng)濟(jì)效益、保證產(chǎn)品質(zhì)量騎著非常重要的作用,。所以,,焊管機(jī)組的調(diào)整,以及故障的準(zhǔn)確判斷與及時(shí)處理顯得就非常重要了,。此處的調(diào)整是指安裝過(guò)程中的調(diào)試工作,,只要管坯在裝置內(nèi)可以正常穩(wěn)定運(yùn)行,生產(chǎn)出合格的產(chǎn)品,,可以說(shuō)調(diào)整任務(wù)過(guò)程中的調(diào)試工作,,只要管坯在裝置內(nèi)可以正常穩(wěn)定的運(yùn)行,生產(chǎn)出合格的產(chǎn)品,,可以說(shuō)調(diào)整任務(wù)已經(jīng)在未來(lái)的生產(chǎn)中完成,。焊管機(jī)組的調(diào)整應(yīng)分為以下部分。
組")
1,、準(zhǔn)備
焊管機(jī)組的準(zhǔn)備工作主要是檢查軋輥質(zhì)量的與設(shè)備狀況,,軋輥質(zhì)量檢查應(yīng)以孔型為重點(diǎn)。檢驗(yàn)的時(shí)候可以用孔型模板檢查每卷孔型是否符合設(shè)計(jì)要求,,否則應(yīng)該拆除,,不能安裝使用。此外應(yīng)特別注意對(duì)軋輥底徑的要求,,因?yàn)檫@是確保同步運(yùn)行期間各軋輥匹配的關(guān)鍵數(shù)據(jù),。對(duì)于成對(duì)卷確保尺寸與形狀相同。
2,、校準(zhǔn)
孔型找正是調(diào)整的一步,,找正時(shí)間可以選擇φA 0.5mm鋼絲,,成型機(jī)送料后定徑矯直輥的基本長(zhǎng)度。確定軋制線中心位置后,,擰緊并固定鋼絲,。鋼絲的高度位置應(yīng)略高于平輥底徑2mm以上,以防止鋼絲與孔型弧面接觸影響孔型對(duì)中效果,。該鋼絲繩是孔型對(duì)準(zhǔn)的中心基準(zhǔn)線,。
3、調(diào)平輥找正
平輥的找正方法有兩種:一種是根據(jù)各道次輥的厚度配置不同厚度的固定墊套,,但是這種找正方法在其他零件的加工精度達(dá)不到要求的時(shí)候,,組裝后容易產(chǎn)生累積誤差,直接影響到找正效果,。第二,,鎖緊螺母用于調(diào)整輥在軸上的位置,讓每個(gè)輥的孔型中心與中心線重合,。使用特殊模板檢查傳球中心的位置,。



Copyright ? 石家莊翔昱機(jī)械有限公司 版權(quán)所有
專業(yè)從事焊管生產(chǎn)線技術(shù)研發(fā)、焊管成套設(shè)備,、焊管軋輥模具加工制造和銷售

掃一掃,,關(guān)注我們






